Our repair and manufacturing facility of Concentricity Alignment Tools (CAT)—also known as Electronic Radial Alignment Gauges (ERAG)—in Rochester, New York, USA will be closed on the following dates. We will be sure to notify you if any pending orders will be affected by this closing. Also, please refrain from sending tools for repair or calibration during these time. We are regularly operating Monday through Friday.
√ Monday, January 5, 2026 through Tuesday, January 6, 2026
√Monday, March 30, 2026 through Tuesday, March 31, 2026
√Wednesday, May 6 ,2026
√Monday, May 25, 2026
√Monday, June 15, 2026 through Tuesday, June 16, 2026
√Friday, June 19, 2026
√Friday, July 3, 2026
Monday, August 3, 2026 through Tuesday, August 4, 2026
Monday, August 31, 2026
Monday, September 7, 2026
Thursday, November 5, 2026 through Friday, November 6, 2026
Thursday, November 26, 2026 through Friday, November 27, 2026
Monday, December 21, 2026 through Friday, January 1, 2027
When your turbine needs maintenance, our Concentricity Alignment Tool (CAT) is exactly what you need. It significantly reduces your repair outage time since you do not remove the rotor to perform a realignment. Often referred to as an Electronic Radial Alignment Gauge (ERAG), we are the exclusive manufacturer of these tools.
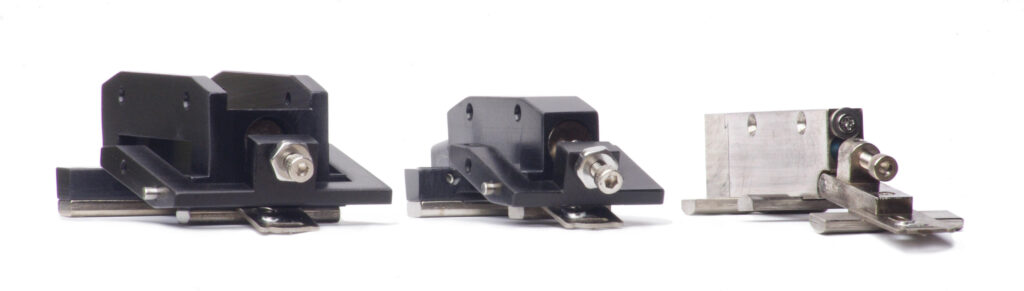
The LCAT, SCAT, and µCAT Measuring Heads
Our ERAG Features
Replaces tightwire and laser alignment
Directly measures the amount of diaphragm misalignment with the rotor in place
Factory and field-tested method of diaphragm alignment since 1992
Alignment method proven thru thousands of hours of use
Depending on the turbine, adjustments can be made and final measurements taken, without having to remove the rotor
Cost effective — often pays for itself in a single outage
Easy to use — direct numeric readout in mils (0.001 inch)
Accommodates a wide range of turbine sizes
Very accurate (resolution to 0.0001 inch, accuracy of ±0.001 inch maximum)
Durable — units rarely require maintenance even after years of service
Parts are readily obtained from the factory and wearable parts are field replaceable
Inserted into the empty packing groove, the Concentricity Alignment Tool (CAT) allows annular space variations to be measured live on a display as it is pulled through the packing groove. The head “rub bars” ride on the turbine shaft and the head lever arm rides on the inner diameter of the diaphragm. As the head is pulled through the packing groove, the lever arm follows the contour of the diaphragm I.D. and the dimensional variation is displayed.
Our repair and calibration services of our ERAG, the Concentricity Alignment Tool (CAT) depend on a detailed inspection of the equipment. Once reviewed, we can provide an exact estimate for the repair and recalibration of your tool. For reference, this is generally in the $2,000 range, but will be more if we find damaged parts.
We are the only authorized repair center for these tools. Unlike a calibration shop that may be able to confirm if the tool measures within specifications, we perform a thorough assessment. The goal is not only to ensure the accuracy of measurements, but to identify and correct problems before they cause a failure in the field. We also maintain our calibration equipment and have it calibrated, traceable to NIST standards.
Please contact us with the serial numbers on a tool, and we can tell you the last time it was maintained.
Initial Assessment and Examination
Perform a cursory examination to find any obvious signs of damage.
Prepare the heads with the default rub-bars to perform a calibration check.
Check the supplied batteries and use replacements if they are depleted.
Calibration Check
With each of the heads, we perform the calibration process without making adjustments to get a baseline. The results of this check are included with the calibration certificate.
If the calibration is close, we would recommend a basic recalibration, but if it is far out of calibration or aberrant, we recommend a comprehensive recalibration.
Check to ensure the lever arm readings are within range on each side to test if the lever arm is bent.
Dismantle and Check Heads
Corrosion can be hidden inside the parts of the measuring heads which can cause the mechanism to bind or not retract fully.
Check the body of the head for physical damage that may impact its accuracy or free operation.
Check that the tape measure attachment clip is in good working order.
Examine the rub bars for excessive wear or scratches that would impact their dimensions.
Dismantle each head to make sure all the internal components are assembled correctly and in good working order.
Check for corrosion on the internal parts.
Check the electrical transducer for damage.
Look for damage in the cable. Cut insulation can lead to corrosion and weakness. Severely pinched or crushed sections can cause conductors to short out our break.
Check the Power Supply
A damaged connector like this will function for a while, but at some point, the pins will become damaged from the stresses.
Measure the internal voltages to ensure they are within range, and that they have not changed from the previous maintenance cycle.
Check if the internal adjustments were changed from the previous maintenance cycle.
Examine the dynamic electrical responses to ensure they meet specifications.
Physically examine the 15-pin connector for damage or excessive wear.
Check Accessories
The 1/16″ driver bit (center) has rounded edges making it difficult to adjust sideplate screws without damaging them.
Collect any loose parts in the carrying case.
Return the accessory plates to their standard configuration, then check for missing, worn, or damaged parts.
Check the sideplate shims for missing pieces and any creases or damage that change their thickness.
Examine the rub bars for excessive wear or scratches that would impact their dimensions.
Examine the tape measures, checking that they are working adequately, and that the hooks are not damaged and will latch correctly into the tape measure clips on the heads.
Reset the extra-length screw plate to its standard configuration and check for missing or damaged screws.
On the hand tools, make sure that they are not damaged, and that the hex tips are not worn down.
Create a Quote
Identify any major issues and call them out.
List all the parts to be replaced.
Provide an accurate cost to bring the CAT back to factory specifications.
At EDS Measurement Systems, Inc., one of our primary goals is reliability. Rather than chasing the latest technology, we stick with what works. Our ERAGs are designed with a simple mechanism that has proven reliable. The Concentricity Alignment Tool (CAT) is portable and ready to go, making it an ideal choice for power plants in remote locations, and for outages where minutes count.
The electronics in the power supplies, despite the elaborate appearance, is ultimately a simple analog signal path and a digital meter. We have considered adding WiFi, Bluetooth, and even USB keyboard emulation for easier data collection, but have consistently ruled each of them out.
Avoiding Technical Complexity
First, any of these methods adds a significant level of complexity. Wireless technology, and even wired solutions like USB would need additional cyber-security measures. Maintaining a secure connection is critical to prevent data leaks and sabotage. The simplicity of the CAT makes it immune to nearly any outside attack.
Also, adding a computer-interface solution requires additional interoperability testing and technical support. When something goes wrong, it’s best if it can be understood and diagnosed on the spot. Every computer has a unique set of software and hardware that—more often than not—requires advanced technical assistance to get it to work correctly with an attached device.
Designed for Power Plant Maintenance
Second, the CAT is intended to last as long as a power plant. If we had added data collection technology years ago, it might have taken the form of RS-232 or IrDA, both now considered legacy systems, and challenging to interface with modern computers at best. Also, rather than switching to a proprietary hard-to-find modern lithium-ion battery, it runs on standard 9V batteries available practically anywhere.
Rely on Expertise
Finally, the direct human-readable display has proven to be reliable, relying on the experience and expertise of the plant technicians. They are the first line of defense, and their institutional knowledge gives them the ability to detect unusual conditions and erroneous readings.
By redundantly collecting data (e.g. multiple data points from multiple operators) and performing rudimentary statistical tests (e.g. outlier data points are likely to be an obvious human error) accurate, consistent readings yield faster and more accurate alignment.
Politics in America have become increasingly divisive. However, EDS Measurement Systems, Inc. does not endorse one party or another. We don’t donate to any causes, parties, nor candidates. It seems to be the only ethical way to do business.
In general, companies and corporations are convenient constructs to encapsulate resources and skills for a purpose. The intent is for those constructs to serve humanity; to make something better. Sure, profits are involved, and that is how Capitalism works, but the construct itself is simply that. It has no agency—no means to act on a belief system, and for that matter, no belief system of its own. It is the people who work within that construct who have such agency. And as individuals, they have the ability and means to effect political change.
Also, it is professionally advantageous to have no political stance. Individual people make purchasing decisions, so without a political stance, individual biases or preferences have no relevance. The point is to ensure that anybody working with us will have no reason not to.
While our SCAT and LCAT measuring heads can be used with a wide range of turbine brush-seal grooves, the latest µCAT (“mu-CAT” or “micro CAT”) fits where the others can’t. The latest turbines for power generation being developed include stages with very small radial clearance.
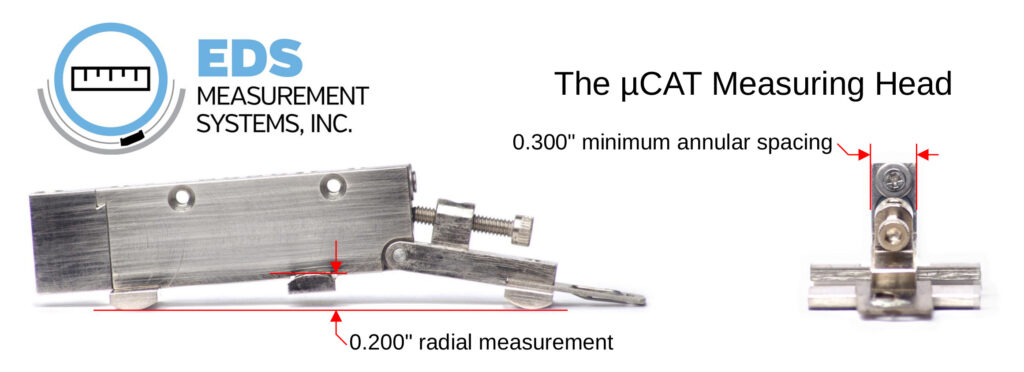
The µCAT Measuring Head
Low Radial Clearance
While our prior µCAT was the same width as the SCAT (0.500″), the new version is only 0.300″ wide to fit narrow brush-seal grooves, and like the older model, can measure radial clearances from 0.200″ to 0.250″. An adjustable “hat” can be installed on top to fit 0.300″ to 0.363″ brush-seal grooves, and SCAT shims and spacers can be installed to fit spacings 0.363″ to 0.500″ wide, at which point the SCAT head can be used.
Please contact us for information about purchase or rental of this new tool.
But if you only use the tool once or twice in a year, then every other year.
How Often is Often Enough?
Like any calibration, it’s a matter of risk and confidence. A brand new tool (or one freshly calibrated) offers the highest confidence in the accuracy of its readings. Every day, that confidence level drops a little. Assuming regular use, one could expect the confidence in accuracy to drop to zero after 20 years—nearly any tool with no maintenance for 20 years would almost certainly have inaccurate readings. So between day-one and year-20, there is a point when the confidence drops below some threshold that is acceptable for your purposes.
Anecdotally, we recently had a Concentricity Alignment Tool (CAT) that came in for maintenance that had been in the field for 14 years, and by luck it was still within specifications. But this is certainly the exception. Roughly speaking, over 90% of CATs calibrated annually still meet specifications; that drops to about 75% for tools maintained every other year.
Preventing ERAG Failures
Put another way, there is a likelihood of failure that slowly increases over time, and may be accelerated by each use. Although an on-site dramatic failure would likely be detected (readings drifting as they are being read, blank display, etc.), there are other kinds of failures that we detect and repair during calibration may not be apparent during an alignment job but would be equally detrimental to a correctly executed turbine alignment (readings varying because of a loose cable clamp, nonlinear response of actual distance versus reported measurement, etc.)
ERAG Calibration for Accuracy, Consistency, and Confidence
At EDS Measurement Systems, Inc., we take precision seriously. Our calibration stands undergo an annual check against gage blocks. In turn, those gage blocks are sent to a service that validates them against NIST-traceable standards. NIST—the National Institute of Standards and Technology—is the gold standard for measurement accuracy. Thus, the results provided from a calibration are reliable and accurate.
Another benefit is to make different tools provide consistent measurements. If you used one ERAG on an alignment then a different one the next alignment, the results would be the same. Calibration increases the confidence that measurements are accurate.
ERAG Calibration for Quality Assurance and Traceability
Calibration to NIST standards is often a requirement for quality assurance programs, whether through internal corporate requirements, for industry regulations, or for certifications. By providing a traceable reference point, if there’s ever a question about the accuracy of your measurements, you can trace them back to a recognized standard.
Conclusion
As you increase the time between regular maintenance, the potential for inaccuracy and failure increases. But because each customer uses their tool differently, there is no easy answer. The only way to find out with absolute certainty is to start increasing the time between maintenance and wait for an issue. This would result in additional turbine downtime, either to perform turbine repairs, or until the tool was repaired or a replacement acquired. This does not seem like a wise course of action.
Regular calibration helps identify and correct any drift in tool performance, reducing the risk of errors in measurements. Knowing that your tools are calibrated to a recognized standard gives you confidence in your measurements and results.
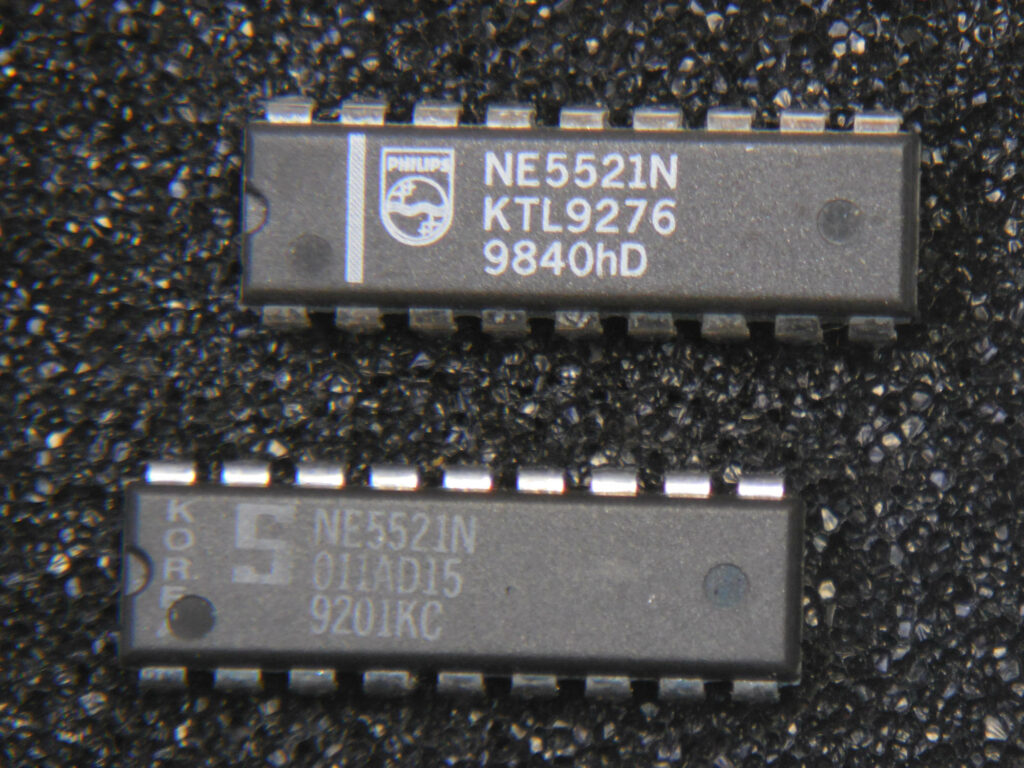
In the world of electronics, supply chain disruptions can have far-reaching consequences. In our case, it was with the NE5521/SA5521. This chip was pivotal to all our electronic measuring tools, starting with the Concentricity Alignment Tool (CAT) line which replaced GE’s own Electronic Radial Alignment Gage (ERAG). It was introduced in 1987 by Signetics (under the Philips name, and now NXP) and provided an oscillator and demodulator for, among other devices, the Linear Variable Differential Transformers (LVDTs) we use.
The newer Philips NE5521 and its Signetics ancestor.
The NE5521 Disappears in 2008
Our first hint to any issue was when suppliers had dwindling inventory starting in 2008. By by the 4th quarter of that year, the few chips that remained were in the hands of third-party sellers for over $100 each—20 times the price just a year prior.
At that time, one of our regular suppliers told us there had been a fire that destroyed the masks to make the chips. Philips opted to not make new masks, presumably because they were such a niche product. This particular shortage has faded from collective memory, only mentioned in an article by Fierce Electronics on August 1, 2008 which casually notes that the “Philips NE5521 has been recently discontinued”. Historically, it was overshadowed by the Philips plant fire in Albuquerque, New Mexico on March 17, 2000—a fire which didn’t cause much damage to the plant, but it disrupted supplies to cell-phone manufacturers, and has ironically became a classic case study on the impacts of supply chain disruptions.
Moving Forward
The lessons learned from this experience were invaluable. As we scrambled to develop a reliable replacement circuit, we recognized the importance of building in flexibility of component selection. By using more widely available general-purpose components, we could better insulate our products from the whims of the supply chain. Our latest designs are grounded in these principles, and we also buffer our supplies to prevent a repeat of 2008.
In 2025, our repair and manufacturing facility of Concentricity Alignment Tools (CAT)—also known as Electronic Radial Alignment Gauges (ERAG)—in Rochester, New York, USA will be closed on the following dates. We will be sure to notify you if any pending orders will be affected by this closing. Also, please refrain from sending tools for repair or calibration during these time. We are regularly operating Monday through Friday.
CAT Service Holiday and Closure Schedule
√ Wednesday, January 1, 2025 through Friday, January 3, 2025
√ Monday, January 27, 2025 through Tuesday, January 28, 2025
√ Monday, April 21, 2025 through Tuesday, April 22, 2025
√ Monday, May 26, 2025
√ Thursday, June 19, 2025
√ Friday, July 4, 2025
√Monday, August 25, 2025 through Tuesday, August 26, 2025
√Friday, August 29, 2025
√Monday, September 1, 2025
√Wednesday, November 5, 2025
√Monday, November 24, 2025 through Friday, November 28, 2025
√Monday, December 22, 2025 through Friday, January 2, 2026
In 2024, our repair and manufacturing facility of Concentricity Alignment Tools (CAT)—also known as Electronic Radial Alignment Gauges (ERAG)—in Rochester, New York, USA will be closed on the following dates. We will be sure to notify you if any pending orders will be affected by this closing. Also, please refrain from sending tools for repair or calibration during these time. We are regularly operating Monday through Friday.
CAT Service Holiday and Closure Schedule
Monday, January 29, 2024 through Tuesday, January 30, 2024
Monday, March 4, 2024 through Wednesday, March 6, 2024
Monday, April 8, 2024
Monday, April 15, 2024 through Tuesday, April 16, 2024
Monday, May 27, 2024
Wednesday, June 19, 2024
Monday, July 1, 2024 through Tuesday, July 2, 2024
Friday, July 5, 2024
Thursday, August 29, 2024 through Friday, August 30, 2024
Monday, September 2, 2024
Monday, October 7, 2024 through Tuesday, October 8, 2024
Monday, November 4, 2024 through Tuesday, November 5, 2024
Thursday, November 28, 2024 through Friday, November 29, 2024
Monday, December 23, 2024 through Friday, January 3, 2025