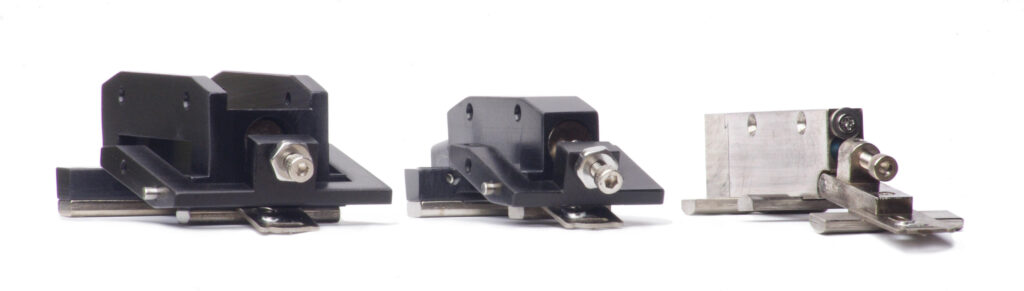
At EDS Measurement Systems, Inc., one of our primary goals is reliability. Rather than chasing the latest technology, we stick with what works. Our ERAGs are designed with a simple mechanism that has proven reliable. The Concentricity Alignment Tool (CAT) is portable and ready to go, making it an ideal choice for power plants in remote locations, and for outages where minutes count.
The electronics in the power supplies, despite the elaborate appearance, is ultimately a simple analog signal path and a digital meter. We have considered adding WiFi, Bluetooth, and even USB keyboard emulation for easier data collection, but have consistently ruled each of them out.
Avoiding Technical Complexity
First, any of these methods adds a significant level of complexity. Wireless technology, and even wired solutions like USB would need additional cyber-security measures. Maintaining a secure connection is critical to prevent data leaks and sabotage. The simplicity of the CAT makes it immune to nearly any outside attack.
Also, adding a computer-interface solution requires additional interoperability testing and technical support. When something goes wrong, it’s best if it can be understood and diagnosed on the spot. Every computer has a unique set of software and hardware that—more often than not—requires advanced technical assistance to get it to work correctly with an attached device.
Designed for Power Plant Maintenance
Second, the CAT is intended to last as long as a power plant. If we had added data collection technology years ago, it might have taken the form of RS-232 or IrDA, both now considered legacy systems, and challenging to interface with modern computers at best. Also, rather than switching to a proprietary hard-to-find modern lithium-ion battery, it runs on standard 9V batteries available practically anywhere.
Rely on Expertise
Finally, the direct human-readable display has proven to be reliable, relying on the experience and expertise of the plant technicians. They are the first line of defense, and their institutional knowledge gives them the ability to detect unusual conditions and erroneous readings.
By redundantly collecting data (e.g. multiple data points from multiple operators) and performing rudimentary statistical tests (e.g. outlier data points are likely to be an obvious human error) accurate, consistent readings yield faster and more accurate alignment.
![]()